info@biomedres.us
+1 (502) 904-2126
One Westbrook Corporate Center, Suite 300, Westchester, IL 60154, USA
Site Map
Received: December 02, 2025; Published: December 09, 2025
*Corresponding author: José Refugio Parga Torres, PhD Materials Science, Tecnológico Nacional de México Campus Saltillo, Blvd. Venustiano Carranza #2400, Coahuila, México
DOI: 10.26717/BJSTR.2025.64.010002
Twenty-five years ago, to stimulate economic growth, Mexico encouraged foreign-owned companies to build facilities, maquiladoras, along the border for production and assembly of products for export to the United States. The passage of NAFTA made it easier for U.S. companies to build these facilities and now 60% to 70% of the maquiladoras are U.S. owned. Unfortunately, as pointed out by Jose Bravo of the Southwest Network for Environmental and Economic Justice, few follow U.S. or Mexican environmental law, therefore, unsafe and unhealthy working conditions, hazardous waste dumps, contaminated water, and uncontrolled contamination from industrial facilities dominate life in most border towns [Schmidt [1]].
Heavy metal contamination exists in aqueous waste streams of industries, including metal plating facilities, industrial operations that involve the processing of ferrous and non-ferrous metals. Some metals associated with these activities are Cd, Cr, As, Pb and Hg. This are not biodegradable and tend to accumulate in living organisms, causing various diseases and disorders. The purpose of this research is to investigate the use of a novel method for the minimization of toxic metals in the wastewater from the México–U.S. border region. A very promising electrochemical treatment technique, which does not require chemical additions, is Electrocoagulation (EC). This operates on the principle that coagulation of contaminants from an aqueous medium is caused by the combined effects of electrolysis gases (H2 and O2) and the electrolytic production of cations from iron and aluminum anodes that corrode during electrolysis. This study reports on the products of EC as part of an effort to explore the parameters that can be most effectively manipulated to improve the overall process. Understanding the fundamental mechanisms of electrocoagulation will allow the design of more effective wastewater treatment processes.
Keywords: Treatment, Wastewater, Heavy Metals, Electrocoagulation
Abbreviations: EC: Electro Coagulation; XRD: X-ray Diffraction; FTIR: Fourier Transform Infrared Spectroscopy; TMS: Transmission Mössbauer Spectroscopy; POTW: Publicly Owned Treatments Works; HGMS: High-Gradient Magnetic Separation
Heavy metal contamination exists in aqueous waste streams of many industries, such as metal plating facilities, the printed circuit board manufactured industry, coal-fired power plants, and industrial operations that involve the processing of ferrous and non-ferrous metals. The soils surrounding many military bases are also contaminated and pose a risk of metals groundwater and surface water contamination. Some metals associated with these activities are cadmium (Cd), chromium (Cr), Arsenic (As), lead (Pb), and mercury (Hg). Heavy metals are not biodegradable and tend to accumulate in living organisms, causing various diseases and disorders. The metals existing in wastewater are usually removed by precipitation. Other unit operations such as coagulation, flocculation, ion exchange, solvent extraction, cementation, complexation, electrochemical operations, biological operations, adsorption, evaporation, filtration, and membrane process are also used (Peters, et al. [2]). Seventy percent of electroplating facilities use some form of precipitation treatment (Lin, et al [3]). Three types of precipitation treatments are utilized in industries: hydroxide precipitation, carbonate precipitation and sulfide precipitation (Peters, et al. [2]). Such techniques take considerable time and require extensive setup. Each step takes place in a separate tank and the entire treatment requires several adjustments of pH as well as the addition of acid, coagulant lime or caustic and polymeric flocculants. In addition, the process generates large volumes of sludge/waste, which requires disposal. Hydroxide precipitation is the most commonly used precipitation method, due to its relative simplicity, low cost, and ease of automatic pH control; however, most heavy metal hydroxides have similar solubilities. Other metals can be separated from zinc by carbonate precipitation, because whereas zinc does not precipitate, other metals can be selectively precipitated. Figure 1 shows solubility of metals hydroxides and sulfides. Both methods involve a reaction of the metal cation with either OH- or S2- to form the corresponding insoluble metal hydroxides or sulfide. In metal finishing wastewater, multiple metals are present at high levels. Therefore, the most effective pH must be determined prior to treatment. Using sulfide precipitation, virtually all the zinc was removed at pH 8 to10 [EPA [4]]. For most metals, the sulfide precipitate has a much lower solubility in aqueous solutions than do their hydroxide counterparts. This makes sulfide precipitation an attractive process when dealing with very low emission limits. Although some metals can be selectively precipitated by the sulfide precipitation treatment method by adjusting the pH, selective metal precipitation is generally not possible. Based on differences in metal sulfide solubilities, copper can be effectively separated from nickel, zinc, lead, and cadmium. The solubilities of nickel, zinc, lead and cadmium-sulfides are similar, so they cannot be effectively separated.
Figure 1

The purpose of this study was to investigate the use of a novel method for the minimization of toxic metals in the wastewater from the industry. A very promising electrochemical treatment technique that does not require chemical additions is electrocoagulation (EC). This has received very little attention, although this process has the potential to eliminate the disadvantages of the classical treatment techniques. A review of the literature reveals that the potential of EC as an alternative to the conventional treatment processes has not yet been adequately explored due to technical and economic reasons (Mollan, et al. [5]).
Fundamentals of Electrocoagulation
Treatment of wastewater by EC has been practiced for almost a century with limited popularity; (Mollan, et al. [5]). discussed the historical perspective of the subject in a recent review. Since 1970, this technology has become increasingly popular around the world for treatment of industrial wastewater containing metals (Mills, et al. [6,7]). Electrocoagulation processes offer significant potential for removing soluble ionic species from solution, particularly heavy metals. The technology is not generally applicable in the treatment of contaminated soils. It can however, be used to treat industrial wastewaters, contaminated ground waters and oil-field wastes. EC operating conditions are highly dependent on the chemistry of the aqueous medium, especially conductivity and pH. Other critical characteristics such as particle size, type of electrodes, retention time between plates, plate spacing and chemical constituent concentrations dictate the operating parameters of the process. Typically, empirical studies are done on EC to define major operating parameters for broad classes of contaminated water or waste streams. The EC process operates on the principle that the coagulation is caused by electrolytically produced ions from aluminum or iron anodes, which corrode during electrolysis and cause the release of contaminants from an aqueous medium. The idea in flowing EC techniques is to take advantage of the combined effects of electrolysis gases (H2 and O2) and the production of polyvalent cations from the oxidation of corrodible anodes such as (Fe or Al).
These consumable or sacrificial metal electrodes are used to continuously produce the metal ions in the vicinity of the anode. Electrophoretic motion tends to concentrate negatively charge particles in the region of the anode and positively charged ions in the region of the cathode. The released ions at the electrodes neutralize the charge of the particles that are simultaneously forming thereby facilitating coagulation. Even inert electrodes, such as titanium and the passage of an alternating current have also been observed to remove metal ions from solution and to initiate the coagulation of suspended solids Figure 2. Illustrates the schematic diagram of the process. The gas bubbles produced by the electrolysis usually carry the lower density pollutants to the top of the solution where they are concentrated, collected, and removed. The metal ions react with the OH- ions produced at the cathode during the evolution of hydrogen, to yield insoluble hydroxides that will adsorb pollutants from the solution and also contribute to coagulation by neutralizing the negatively charged colloidal particles that may be present at neutral or alkaline pHs. This enables the particles to come together closely enough to agglomerate under the influence of van der Waals attractive forces. Electrocoagulation is a dynamic process, and the mechanism may involve oxidation, reduction, decomposition, deposition, coagulation, absorption, adsorption, precipitation and flotation. The minimum theoretical voltage needed to bring about electrolysis is determined by the summation of standard voltages of the appropriate anode/cathode half reactions.
Figure 2

The preferential oxidation-reduction reactions that occur during these processes are those that require the least energy. The products of anodic dissolution (on iron or steel anodes) are ferrous ions. Two mechanisms have been proposed to describe EC mechanisms for the production of H2(g) and OH-(aq) (cathode) and ferrous/ferric ions and H+(aq) (anode) (Ibanez, et al. [8-10]):
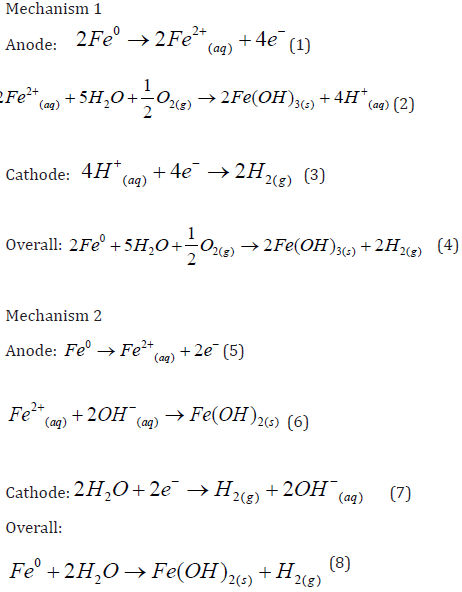
The pH of the medium rises as a result of this electrochemical process and the Fe(OH)n(s) formed remains in the aqueous stream as gelatinous suspension, which can remove the pollutants from wastewaters, either by complexation or by electrostatic attraction followed by coagulation and flotation (Endyuskin, et al. [11]).
For the aluminum anode, the proposed mechanism involves conversion of Al3+ ions at the appropriate pH to aluminum hydroxide Al(OH)3 in the first step followed by polymerization to Aln(OH)3n (equations 9-11) (Phutdhawong, et al. [12]).
Generally, in the EC process bipolar electrodes are used. (Pretorius, et al. [13,14]) have reported on the use of cells with bipolar electrode arranged in series. These cells, operated at relatively low current densities, produce iron or aluminum coagulant in a more effective, fast and economical manner when compared to chemical coagulation. The savings result from a reduction in the time necessary for the treatment and an increase in the anodic area improved the efficiency of the electrolysis (Pretorius, et al. [13,14]). An electrocoagulation cell with bipolar electrodes connected in series is shown in Figure 3. The inner electrodes are bipolar, that is they carry both positive and negative charges on opposing faces. These charges develop on the electrode surfaces and are opposite in sign of the charge carried by the parallel electrode surface (refer to Figure 3). During electrolysis the positive side of these bipolar electrodes undergoes anodic reactions, while on the negative side, cathodic reactions occur. The released ions neutralize the charge of the particles and thereby initiate coagulation. The bipolar arrangement reduces the time needed for the treatment due to the increase in surface area mentioned above. This arrangement also has the practical advantage of simplified setup in that only two monopolar electrodes are connected to the electric power source with no interconnections between the inner bipolar electrodes. To optimize the removal efficiencies the water characteristics such as conductivity, pH, and oxidation-reduction potential can be adjusted for specific contaminants and also the wastewater may be passed through a series of cells containing electrodes made up of various metals (Mills [6]).
Figure 3

These parameters combine to control the preferential oxidation- reduction reactions that occur at electrodes. As indicated in the preceding discussion, several critical conditions must be considered in order to achieve efficient heavy metals removal. They are:
1. Control of hydrogen evolution by the size of the cathodic reaction area and the electrode overpotential for hydrogen evolution. At the same time an anode would have to carry several fundamental processes at highest efficiencies. These include a corrodible part that supplies the polyvalent coagulation ions to the solution with lowest overpotential, a part that must be an efficient electrooxidation catalyst to form charged organics by partial oxidation, and an oxygen evolution part that must generate the oxygen at highest efficiency but in controlled amounts. The latter may be achieved by limiting the oxygen evolution electrode area.
2. Electrooxidation catalysts are available for shallow oxidation. Composite electrodes or unique multi-electrode arrangements may achieve these.
3. In addition, the presence of sacrificial surfactants at low concentrations may be helpful to improve the efficiency of the coagulation process and the ad/absorption processes.
4. Additionally, the ionic make-up and zeta potential of the solution may be adjustable for optimization of the processes involved.
Summary of Industrial Applications
The electrocoagulation process has been employed to treat a wide variety of water streams. The technology is not generally applicable in the treatment of contaminated soils. It can however, be used to treat industrial wastewaters and contaminated ground waters. Specific applications of EC have included defluoridation of drinking water (Mameri, et al. [4]) and treatment of wastewater streams from: industry wastewater containing heavy metals (Pogrebnaya, et al, [15-20]), oil containing wastewater (Lawrence [21-25]), foodstuff containing wastewater (Genkin, et al. [23,26]), tannery wastewater (Ramirez, et al. [27]), textile and dyes (Vlyssides, et al. [28,29]) suspended particles (Donini, et al. [30-35]) chemical and mechanical polishing waste (Belongia, et al. [36]), organic matter from landfill leachate (Tsai, et al. [34]), synthetic detergent effluents (Novikova, et al. [37]), metals and phosphate (Novikova, et al. [37-39]), mining-landfillite (Mills, et al. [6,40]) have been reported. Table 1 highlights a number of these applications providing some additional data regarding figures of merit for the EC process. The results of these applications demonstrate several advantages of EC including high current efficiencies (>90%), short contact times and much lower operating costs when compared with most conventional treatment technologies. To optimize the removal efficiencies, water characteristics such as conductivity, pH, and oxidation-reduction potential are adjusted for specific contaminants and also the wastewater may be passed through a series of cells containing electrodes made up of various metals. Also, the sludge produced by the EC method is often more hydrophobic, which leads to more compact residues.
Table 1: A summary of performance characteristics of electrocoagulation for a variety of industrial applications.

EC operating conditions are highly dependent on the chemistry of the aqueous medium, especially conductivity and pH. Other important characteristics such as particle size, type of electrodes, retention time between plates, plate spacing and chemical constituent concentrations dictate the operating parameters of the process (Novikova, et al. [37]). Typically, empirical studies are done to determine major EC operating parameters for broad classes of contaminated water or waste streams (Mills [6]). Although a great deal of empirical work has been done on developing electrocoagulation for specific applications, little work has been done to delineate the fundamental processes occurring at the electrodes, during the electrolysis. The authors have attempted to add to the knowledge of the fundamental electrochemical processes occurring in the electrocoagulation cell by studying the products of the EC process.
Electrocoagulation Process
Figure 4 shows a bipolar electrode arrangement similar to the one used in the present studies. However, a flow-through cell design was employed (with water entering at the cathode side of the cell). The electrocoagulation apparatus consisted of a flow-through cell, the electrode assembly, the feed pump and the power supply. The cell contained five parallel carbon steel electrode plates (11.0 cm x 11.4 cm) spaced with 6mm between each formed four parallel cells (the carbon steel was made from recycled steel, hot rolled but not pickled). The internal volume of the cell is approximately 450 ml and a variable transformer was used to control the current and potential were recorded. The electrolyte solutions were prepared with deionized water with conductivity of 0.95 μS/cm (Aldrich Chemical Co. 99.5+%, A.C.S. reagent, Lot # DI02350AI) and the conductivity was raised with 1 gram per liter NaCl (Fisher, 99.8% A.C.S. Certified, lot #995007), and the pH was adjusted (as needed) using 0.131 M NaOH solution prepared with NaOH pellets (EM, 97%, lot #36349739). Prior to each trial, the pH and conductivity of each solution was recorded. The solution was pumped through the cell at a flow rate of about 525 ml/min and after 2.0 to 4.0 liters of electrolyte solution were treated, the run was stopped and the slurry pH and conductivity were recorded. The solution and solid were then separated by filtration through cellulose filter paper. A slight oxidation of the samples is expected as the product filtration was carried out without protection from air. The sludge from the electrocoagulation was dried either in an oven or under vacuum at room temperature.
Figure 4

Product Characterization
It is difficult to differentiate between the iron oxide and oxyhydroxide species using only a single analytical technique. In this study, the solid products created during electrocoagulation at steel electrodes were characterized using powder X-ray Diffraction (XRD), Fourier Transform Infrared Spectroscopy (FTIR), and Transmission Mössbauer Spectroscopy (TMS).
Fourier Transform Infrared Spectroscopy: Fourier transform infrared spectra (FTIR) of the solids produced during the EC experiments were obtained. The solids from the EC process were mixed in a 1:20 ratio with KBr, ground to uniformity, and pressed into a pellet. Spectra were collected with an ATI Mattson Genesis Series FTIRTM spectrometer controlled with WinFirstTM software (Windows 95 operating system). The FTIR spectrometer was operated within the wavelength region of 4000 to 400 cm-1, with a resolution of either 2 or 4 cm-1, and 128 to 512 scans were collected to produce each spectrum.
X-Ray Diffraction: Diffractograms were obtained with a Phillips operating with CuKα radiation source filtered with a graphite monochromator (λ = 1.5406 Å). The spectrum scan rate was set at 2 degrees theta per min.
Mössbauer Spectra: The Mössbauer Effect spectrum of the product material from electrocoagulation was obtained with a Ranger Scientific, Inc. MS 1200 Mössbauer Spectrometer system. The spectrum was obtained in a transmission mode geometry, using a 2mCi Co-57 gamma ray source.
FTIR The positions of the important absorption bands for the various iron containing phases are summarized in Table 2 (Nauer, et al. [41,42]). FTIR spectra for solids collected from EC trials with starting pH values of 5.42 and 7.20 are shown in Figure 5. The presence of α-Fe2O3, maghemite, is suggested by the peaks present at approximately 460 cm-1 and 615 cm-1. β-FeOOH, akaganite, or α-FeOOH, goethite, could also be present based on the band at about 580 cm-1. However, Fe3O4, magnetite, has similar bands to both maghemite and these two oxyhydroxides (Nasrazadan, [43]), and its presence cannot be excluded solely on the basis of the FTIR data. The absorption bands for Fe(OH)3 or Fe(OH)2 were not found; nor were the peaks found for the other oxyhydroxides: γ-FeO(OH), lepidocrocite, or δ-FeO(OH), feroxyhite.
Figure 5

Table 2: Infrared frequencies of the Fe-oxyhydroxides (cm-1), constructed after Nauer, et al. [41] (data on γ-Fe2O3 and Fe3O4 added from [Nasrazadan [42]]).

Note:
1) Peaks in the region of O-H stretching,
2) Peaks in the region of Fe-O-H bending,
3) Peaks due to overlapping lattice vibrations with molecular frequencies and Fe-O stretching.
X-Ray Diffraction
The diffractograms of the samples indicated the potential presence of different oxyhydroxides and oxides phases. However, the XRD patterns were diffuse (Figure 6) due to the fine particle size and also indicated that amorphous phases might be present. From the diffractogram of the materials collected from the cathode (Figure 6a), the presence of maghemite (γ-Fe2O3), and magnetite (Fe3O4) are both suggested. However, the expected peak patterns for these compounds are very similar and the diffractogram does not allow for conclusive identification. The material collected from the anode produced a different diffractogram (Figure 6b), indicating the presence of maghemite (γ-Fe2O3), goethite (α-FeOOH), and/or lepidocrocite (γ-FeOOH). The FTIR and XRD taken alone, or combined, do not allow for unambiguous assignment of the products of the electrolysis. Additional characterization was required.
Figure 6

Transmission Mössbauer Spectroscopy
The Mössbauer spectrum is shown in Figure 7 and indicates a sixline component due to a magnetically ordered phase with a doublet component superimposed. The pattern is not the familiar asymmetric six-line pattern of magnetite (Fe3O4). Comparison with the FTIR and X-ray diffractograms suggests that the magnetic subcomponent in this sample is most likely maghemite (γ-Fe2O3). The central doublet corresponds to an iron oxyhydroxide. An estimation of the relative amounts of the two phases can be made from the relative areas under the peaks of the two subcomponents: approximately 53% maghemite and 47% oxyhydroxide. Based on all of the data at hand, the oxyhydroxide is most likely goethite. The FTIR indicates that β-FeOOH, akaganite, or β-FeOOH, goethite, are most likely. However, the XRD indicated goethite (α-FeOOH), and lepidocrocite (γ-FeOOH). The presence of lepidocrocite is unlikely based on the absence of key absorbances in the FTIR and akaganite is eliminated based on the X-ray diffractograms. However, the interpretation of the Mössbauer data could be complicated by the temperature at which the data was collected (ambient) and by the particle size of the electrocoagulation solids. Particles of small size are known to display Mössbauer spectra that differ dramatically from the patterns observed for larger crystallites of the same material. Additional FTIR, XRD and Mössbauer data are being collected to address these issues. The performance characteristics of Electrocoagulation laboratory cell for removal arsenic are show in Table 3. The arsenic removal efficiency for air injection was more than 99 %. Table 3, shows the results by using 40 V and 4 Amp for the laboratory EC cell, and different pH values for removal of arsenic of the same feed solution, without and with air injection.
Table 3: Analytical results, for arsenic removal using EC, with and without air injection.

Heavy Metal Removal
Removal Cromium Industrial Case Study
To further examine the efficacy of electrocoagulation as a waste treatment/minimization method, it is worthwhile to examine at least one application in detail. For this case study, the authors have chosen to look at the removal of hexavalent chromium (Cr+6) from wastewater (Kirech, et al. [43]). Some air bases perform extensive re-painting of aircraft and the typical process involves several steps:
a. Removal of the existing paint (normally by bead blasting using
plastic media),
b. Washing,
c. Treatment of the bare aluminum aircraft surfaces with a
brightening compound,
d. Treatment of the metal with a chromate conversion coating,
and finally
e. Priming and painting.
Frequently a proprietary compound, called Alodine, is the conversion coating material. The Alodine treatment is necessary to passivate the bare aluminum surface, ensuring strong paint adhesion to the aircraft and aids in corrosion control. Alodine solution is essentially a chromic acid solution modified with several additives, depending upon intended application. It is usually sprayed on the bare aircraft fuselage, which is then rinsed with clean water. The clean water rinse may be captured separately for disposal, or sometimes, the aircraft clean rinse water is captured and mixed with the Alodine rinse, requiring disposal of the entire volume. Alodine, contaminates rinse water heavily with hexavalent chromium ions (Cr+6).
Hexavalent chromium is a toxic substance, and many publicly owned treatments works (POTW) will not accept such wastewater without pre-treatment. The alternative to disposal into a wastewater treatment plant is disposal as a hazardous waste. This can be prohibitively costly, as the wastewater contaminated with Cr+6 ions can be in the hundreds to thousands of gallons per aircraft. Electrocoagulation was investigated as a method of reducing the waste generated in aircraft re-painting processes. Randolph AFB re-paints smaller aircraft, usually T-37 and T-38 trainers, and is typical of flight training bases. Paint is removed by plastic bead blasting, and the aircraft is then moved to the corrosion control building to have the aircraft surface washed and treated with a mild acid brightener. The wastewater from these steps is not hazardous and is discharged directly into the sanitary sewer system. The Alodine solution is then sprayed onto the aircraft, allowed to stand for a brief period and then is rinsed off with clean water - which is captured in a floor trench. The Alodine rinse water is pumped into drums, which are then transferred to another building for pretreatment. The painting of each aircraft at Randolph AFB generates 80 – 100 gallons of this Cr+6 contaminated rinse wastewater. The Cr+6 concentration in this wastewater is widely variable, but is typically 100 – 400 mg/l (ppm). For over 8 years, Randolph AFB pre-treated Alodine rinse water using chemical reduction of Cr+6 to Cr+3, followed by precipitation of Cr(OH)3 (Tsouris, et al. [44]). This was accomplished by using 85-gallon plastic overpack drums as process vessels. Processing began by adding a small amount of sodium hypochlorite solution (ordinary household bleach, about one ounce of bleach per drum) to the wastewater, in order to oxidize any ferricyanide ions (Fe(CN)6 3-). The rinse water was adjusted to about pH 2 using sulfuric acid. Excess sodium metabisulfite was added and the mixture agitated by air bubbling. In acid solution, the sodium me tabisulfite produces sulfur dioxide reducing agent. The color of the solution changes from orange to green, indicating reduction of the hexavalent chromium. Solution pH was then increased to about 9 using sodium hydroxide pellets, and the mixture was then allowed to stand several days to allow the chromium hydroxide to precipitate. The supernatant water was then tested (using chromium test strips) to ensure that hexavalent chromium was below detectable limits. It was then siphoned or gently pumped into the sanitary sewer system. Normally, three to six drums were processed simultaneously to save time. The precipitate in all drums was combined into one drum and allowed to settle, allowing even more water to be removed. Normally no attempt was made to filter the precipitate as it was a difficult process. Instead, the precipitate was drummed and disposed of as an F019 hazardous waste. Electrocoagulation offers another treatment option, which is rapid, does not require the use of hazardous process chemicals, and has relatively low capital and operating cost.
In September 1998, a test of the Kaselco electrocoagulation cell was performed at Randolph AFB to determine if it was a suitable substitute for chemical treatment of Alodine rinse water. The electrocoagulation cell was constructed with a non-conductive outer casing and steel electrodes. The electrodes were spaced and alternated (anode/ cathode) to produce a serpentine flow of wastewater. The cell was designed for a flow rate of 2.5 gal/min. Alodine rinse water used during this test had concentrations of Cr+6 from 98 mg/l to 404 mg/l. To establish a baseline, 80 gallons of Alodine rinse water with a midrange concentration of approximately 250 mg/l water was treated. A small amount of bleach was added. Optimal cell operating characteristics were established at 75 amperes and 20 to 30 volts. A small volume of saturated NaCl brine was added to produce adequate solution conductivity. The direction of current flow was reversed automatically performed without operator assistance approximately every 10 minutes to equalize wear on the electrodes and to remove sludge build-up. The high concentration of hexavalent chrome in the rinse water required repeated passes through the cell. Lower initial chromium concentrations may be treated in a single pass. The efficiency of the method is clearly demonstrated in Figure 8. It is worth noting that the wastewater probably could have been disposed of prior to the third pass. The understanding of exact electrochemical reaction mechanisms involved is incomplete.
However, the electrocoagulation of wastewater containing Cr+6 produces an insoluble complex sludge, containing iron and chromium oxides and hydroxides while leaving negligible concentrations of Cr+6 in the effluent water. Including the cost of the electricity and cell maintenance, the operating cost is estimated to be less than $10.00/1000 gallons of Alodine waste water. The sludge can be separated from the water by either gravity or filtration, and the water disposed of through the sanitary sewer system. The sludge must be disposed of as an F019 listed waste.
As a first approximation, the electrocoagulation process mechanism can be described as follows: as the electrolyte is subjected to the electric potential, the anode is oxidized to an aqueous ionic form and the hydrogen ion in solution is reduced to hydrogen gas at the cathode. The preferential oxidation-reduction reactions that occur at electrodes are those that require the least energy and the minimum theoretical voltage required to bring about electrolysis of chemical species in an aqueous solution is determined by summation of standard voltages of the appropriate anode/cathode half reactions. The pH of the medium rises as a result of these electrochemical processes. The products of anodic dissolution are ferrous ions and the Fe(OH)n(s) formed remains in the aqueous stream as gelatinous suspension, which can remove the pollutants from wastewaters, either by complexation or by electrostatic attraction followed by coagulation and flotation. The present study indicates that the sludge is a mixture of goethite, α-FeOOH, and maghemite, γ-Fe2O3. Others have indicated the presence of magnetite, which was interpreted as the decomposition of ferrous hydroxide:

However, in many previous studies, authors have assumed the presence of magnetite in the EC sludge based upon the ability to magnetically separate the EC sludge from the effluent. However, maghemite and goethite are also ferrimagnetic and can be collected magnetically. In summary, the sludge found in this study contained γ-Fe2O3 and α-FeOOH. However, the EC process is complex and other iron oxyhydroxide phases and Fe3O4 could be produced under different conditions of pH, conductivity, applied potential, current density, or using different electrodes.
EC offers many benefits for the treatment of wastewater streams. The use of the Kaselco system (see Section V above) results in several benefits. It is compact, always ready to operate, and wastewater can be treated immediately upon receipt with minimal setup time, or treatment can be delayed to a more convenient time. Having the basic system in place makes it possible to reconfigure the process easily and inexpensively with different cell designs for treating other types of waste water. It has also been demonstrated to be effective in breaking hydrocarbon emulsions in wastewaters. The results of this study suggest that EC produces magnetic particles can be used to remove waste (of many types) from wastewater. (Tsouris, et al. [44]), shows that EC can be combined with magnetic seeding to produce a magnetic aggregate that can be efficiently separated by high-gradient magnetic separation (HGMS) in-line with the EC cell. Finally, all the products from the Electrocoagulation electrochemical Technology are materials for the Productions of semiconductors.
This research was supported by the Texas Hazardous Waste Research Center under project number 069LUB0745, CONACYT/NSF (38393-U) and the U.S Agency for International Development (TIES), Embajada de Estados Unidos in México and TecNM-ITS.