 Short Communication
Short CommunicationABSTRACT
Final assembly at Krones AG must make the best possible use of its production space and meeting the specified customer due dates is critical. Via a self developed simulation tool, the present scheduling procedure is compared with the one by priority rule shortest slack. As a consequence slack should have a higher importance in the planning.
Keywords: Simulation of Scheduling; Unused Area; Tardiness
Introduction
At Krones AG, the world market leader in the beverage industry,
orders with very large area requirements have to be produced.
Despite very high investments in suitable halls, the available area
is a major bottleneck. This is also the case for other companies.
Despite the use of planners, at least 21% of orders at Krones have
consistently been late in recent years. Delays result in significant
penalties and undermine the goal of getting every plant up and
running on time. For many orders, delays were only avoided because
process accelerations were made in the mostly long production
processes through measures such as overtime.
Krones now wanted to know more precisely:
- How good is the actual quality of planning?
- How good is planning that (primarily) follows due dates?
Due to the improvement of planning within the production
execution, the production result are not representative of the
planning quality in terms of meeting due dates. Therefore, these
questions should be answered by a simulation study. This article is
structured as follows. In section 2, the previous planning procedure
at Krones is explained and section 3 contains the relevant literature.
In section 4 the self-developed simulation tool is explained. Section
5 contains an analysis of the simulation results. Finally, in section 6,
a summary is given and planned further work is described.
Production and Planning at Krones Ag
Krones AG, headquartered in Neutraubling, Germany, employs around 15,000 people worldwide. It has been producing components, lines and systems for beverages and liquid food since 1951. It is assigned to the machinery and plant engineering sector, and it is a leading manufacturer in packaging and filling technology. The company covers every step of the production process, from product and container manufacturing, through filling and packaging, to material flow and container recycling. One of the last steps is the final assembly of filling machines in plant hall 5. The following description of the assembly serves to illustrate the area requirements, which can increase and decrease over time. At the same time, it mentions technical restrictions due to which processing times are not known in advance and are constant. Only one machine at a time can enter or leave the plant hall through the plant gates. Before starting the final assembly of a machine, a final assembly station with sufficient area is determined depending on the machine size. For example, in Figure 1, three fillers are to be assembled. Such a hall allocation is representative for the entire plant. All subassembly parts and materials of all machines are delivered to the delivery spots (i.e., “delivery spot” in) (Figure 1).
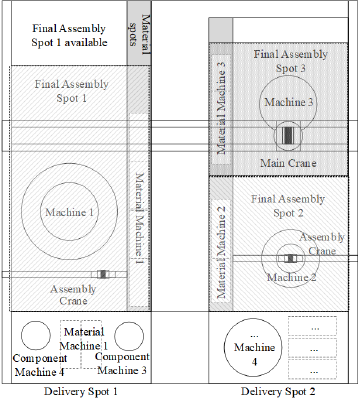
Figure 1: Detail of the factory layout of the final assembly of the filling technology.
Materials from different machines and assemblies can be
mixed here; indicated by “Assembly” in (Figure 1). These outdoor
delivery areas are limited but can be used by any type of machine
and material. The sub-assemblies and materials are divided into
two groups of master material types. The first group of assemblies,
due to design and/or weight, can only be lifted into the factory
facility with the main crane (in (Figure 1), materials with solid
border lines). Mostly these parts are main machine parts. The
second group of materials can be brought to their target material
location by operators (in (Figure 1) materials with dashed border
lines). These are assembly parts sorted in trolleys or bins. These
parts can be lifted by auxiliary cranes to their final place in the
machine and are assigned to a single machine in the inside material
place. These indoor material spots are physically fixed according
to the final assembly station and are individual for each machine
with materials. Final assembly stations are physically fixed and
are individual for each machine with materials. After completion
of the final assembly process, the finished machine can only be
transported out of the hall by the main crane. The main crane and
the outrigger cranes operate at different levels so that blocking is
not possible.
Support cranes are divided between the right and left sides of
the plant and cannot pass each other on either side. Due to this area
demand and the large dimensions of the assembled machines with
diameters from 1.0 m to 7.2 m, plant hall 5 has an overall length
of 105 m and a width of 30 m and the area usable for assembly
consists of 2208 m². In 2020, 145 machines were assembled and
a higher number is expected in the next few years. The processing
time of the assembly orders varies between 6 weeks and 19 weeks
with a mean value of 10.24 weeks and a deviation of 2.5 weeks. At
the end of a week, the plants leave the hall. Planning is done, as is
standard for companies, by configuring the SAP system specifically
for Krones AG. Its main components are listed in (Figure 2). Its
main service is ensuring the availability of materials. As analysed
in the literature, e.g., [1], this planning provides insufficient results
when taking into account the limited capacity. Just very simple
procedures are used; which are listed in (Figure 2). As discussed
in the literature, e.g., [1-5] scheduling is needed as an additional
planning procedure between capacity planning and manufacturing
execution.
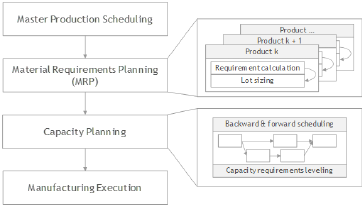
Figure 2: Planning at Krones AG via a SAP system.
In Principle, Scheduling of the Assembly Orders of the Hall at Krones is Currently Carried Out by Means of the Following Procedure
Planning is performed always at the beginning of a week. The
worklist covers 12 weeks. This worklist is the result of the capacity
planning by the SAP system, which is executed every day. At the
beginning of each week, a machine can be allocated into the hall,
provided that the necessary area is available, without having to
reposition the machines already in the hall. A planner uses a printed
layout of the plant hall in which the previously scheduled lines are
drawn. The plant data, such as length, width, (customer) due date,
are located in Krones’ SAP system. Due to planning by the SAP
system, the worklist is already ordered. A planner schedules the machines into the hall according to this list, provided availability is
assured. The SAP system provides an order list (or machine list) for
each day. The SAP system does not determine a sequence between
the orders of a single day. A planner orders the machines of such
a day. For this, she/he prefers larger required area or processing
time over smaller ones. This follows the assumption that smaller
machines, in terms of space requirements and/or processing times,
can be more easily planned into a partially occupied hall than larger
ones.
According to the literature and the experience of planner in
companies, there is a conflict of objectives between minimizing the
unused area, minimizing the number of workers, and minimizing
the tardiness; as seen in the scheduling trilemma; see also [4]. In
the literature there are numerous works on scheduling as in [4]
or [5] and on layout planning as in [6] or [7]. In combinations of
both problems, either scheduling or layout planning dominates.
An example is project planning for ships in [8,9] where well-used
spatial layout is most important. The class of problem considered
here consists not of projects, but of independent individual
assembly orders. The proceedings of the annual winter simulation
conferences contain many articles on simulation that are relevant
to this work. Particularly relevant for this research work were [10]
and the description of a process simulation as part of modelling in
[11]. The real application operates in dynamic environments where
real time events like station failure, tool breakage, arrival of new
orders with high priority, changes of due dates etc., may turn a
feasible schedule into an infeasible one; examples can be found in
[4,5]. A feasible schedule of jobs is achieved by a priority rule like
Earliest Due Date (EDD), because a priority rule orders a queue of
jobs in front of a station quasi immediately; for its description and
the one of other widely used priority rules see [3]. Thus, priority
rules are still analysed in many studies on scheduling; one example
of a recent one is [12,2].
In addition to this facts, priority rules are also a first choice in
the case of complex scheduling problems; especially in industrial
practice. Thus, in [13] for a complex scheduling problem the
performance of priority rules is analysed. Another example is the
application of priority rules for the dispatching of AGVs in flexible
job shops in [14]. It might be that in the near future several such
problems will be solved by more sophisticated heuristics as genetic
algorithms for example.
Simulation Tool
For the simulation study, common commercially available
simulation tools such as Plant Simulation from Siemens were first
evaluated against a proprietary development. The tools allow
extensive visualisations of the processes. However, they cannot
significantly reduce the development effort required to control the
scheduling of randomly arriving customer orders in the factory
hall compared to an in-house development. A tool is developed
to simulate and analyse various sequences of assembling filling
machines in plant hall 5. It is implemented in Excel (in VBA) and
one Excel sheet represents an allocation of plant hall 5. The hall
is represented in Excel by a rectangle of cells, where each cell
represents an area over 1m² in the plant hall. An assignment of 0
means an unused area (over 1m²) and a 1 means an allocation by
a machine; other areas, such as those of passageways, office area,
etc., are coded in Excel by 80. The total area required by a filling
machine is then a rectangle of 1-s in an Excel sheet. A sequence
simulation creates such a sheet for each week (period) of the
simulation horizon. It ends if the last machine of a set of orders,
called workload, which is known at the beginning of the simulation
run, has been assembled.
For a sequence of orders elaborated by a planner or by the slack
rule, the machines (orders) are iteratively assigned to plant hall 5
as follows.
For an order (i.e., machine), the production area is searched
from left to right and then from top to bottom until a sufficiently
large free area is found. This area must also be free in the coming
periods, as scheduling sequences are usually not sorted by release
date. In the positive case, the allocation takes place, as far left-up as
possible. In the negative case, this allocation attempt is repeated as
soon as a machine is assembled and has left the hall; this could just
happen at the of a week (period). After a successful simulation run,
for each order its tardiness (actual completion date minus due date)
and for each period the occupied area (or free area) are calculated.
Results
The basis for the simulation experiments is the order data in 2020. The direct use of these data resulted in a very high standard deviation of mean tardiness and other key figures named below and used in the analysis. As a result, it was not possible to identify statistically significant results. In order to obtain meaningful results, the sequence of incoming orders over all weeks was examined more closely. It shows that there are periods in which the due dates can easily be met because the time available for processing (i.e., due date minus release date) is high compared to the net processing time. In contrast, in other periods this ratio (quotient) of available time and net processing time is closer to one or even less than one (and thus critical); note: in the first case this quotient is significantly higher than 1. On the basis of this analysis, two classes of workloads were created. Each consists of a high number of sets of orders. Each of them is planned by a planner and by the slack rule. The key figures shown in (Table 1) are calculated for all sets of orders. Both workloads have the same key figures for the due dates. Therefore, higher processing times for workload 2 result in a more critical due date situation. The results achieved by the planners and the slack rule result in the key figures given in (Table 2).
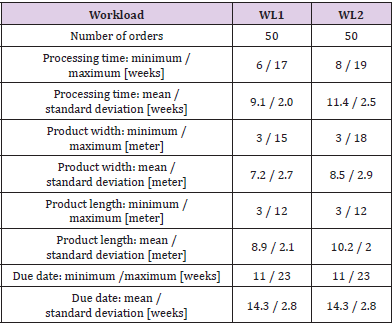
Table 1: Key Figures for the Two Classes of Workloads.
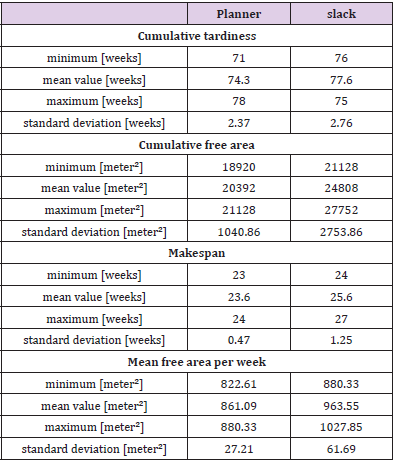
Table 2: Key Figures for the Simulation Runs for Workload WL 1.
As said earlier, a planner prefers larger required area or processing time over smaller ones. Meeting due dates is thus only implicitly relevant in the best case. A detailed analysis of the individual plans shows: Responsible for the differences is that a planner prefers area requirements over tardiness avoidance (Table 3). This is more likely to be the case with sets of orders causing high time pressure. Conversely, there are situations in which the planner achieves better results because she/he achieves faster processing of orders through better utilisation of plant hall 5. Note: the figures for the mean free area are based on makespan (Figure 3).
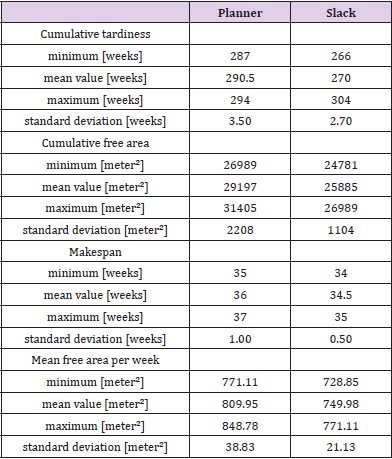
Table 3: Key Figures for the Simulation Runs for Workload WL 2.
Figure 3: Trilemma.
Conclusion
Scheduling in the literature mainly considers a bottleneck, such as the limited capacity of the machines. Requirements for the use of limited area for the assembly of machines is dealt with in other publications. Responsible for this are different approaches to these two problem classes. For the final assembly at Krones AG, both planning problems have to be considered simultaneously. Two experienced planners are used for this purpose. A simulation tool was developed to analyse the possibilities for improvements. The simulation experiments so far show that planners often find a good balance between using the limited area and avoiding tardiness. In situations with high time pressure, a preference for meeting due dates will already provide better results through the slack rule. The two planners are therefore encouraged to consider an allocation decision through slack. The two planners are therefore encouraged to consider an allocation decision through slack. The results so far show a significant difference in the use of free areas. Therefore, combinations of priority rules to meet due dates with rules to avoid unused areas are to be designed and simulatively investigated.
References
- F R Jacobs, W Berry, D Whybark, T Vollmann (2010) “Manufacturing Planning and Control for Supply Chain Management” (6th )., in McGraw-Hill/Irwin (New York).
- A El-Bouri (2012) “A cooperative dispatching approach for minimizing mean tardiness in a dynamic flowshop”. in Computers & Operations Research 3(7): 1305-1314.
- S Engell, F Herrmann, M Moser (1994) “Priority rules and predictive control algorithms for on-line scheduling of FMS”. in Computer Control of Flexible Manufacturing Systems In: S.B. Joshi and J.S. Smith (Eds.)., Chapman & Hall, London, pp. 75-107.
- F Herrmann (2011) “Operative Planung in IT-Systemen für die Produktionsplanung und -steuerung. Regensburg“. Germany: Vieweg+Teubner.
- M Pinedo (2016) “Scheduling: Theory, Algorithms and Systems” (5th)., New York, USA: Springer Science+Business Media.
- A Drira, H Pierreval, S Hajri-Gabouj (2007) “Facility layout problems: A survey”. in Annual Reviews in Control 31(2): 255-267.
- C Garcia, G Rabadi (2016) “Approximation Algorithms for Spatial Scheduling”. in International Series in Operations Research and Management Science 236: 1-16.
- Y Ge, A Wang (2020) “Spatial scheduling for irregularly shaped blocks in shipbuilding”. in Computers & Industrial Engineering 152: 1-14.
- Y Ge, A Wang (2018) “Spatial scheduling strategy for irregular curved blocks based on the modified genetic ant colony algorithm (MGACA) in shipbuilding”. in International Journal of Production Research 56(9): 3099-3115.
- T Sobottka, F Kamhuber, J Henjes, W Sihn (2017) “A case study for simulation and optimization based planning of production and logistics systems”. in Proceedings of the 2017 Winter Simulation Conference In: W K V Chan, A D Ambrogio, G Zacharewicz, N Mustafee, G Wainer (Eds.)., pp. 3495-3506.
- C Pruncu, J Jiang (2021) “Modeling and Optimization in Manufacturing – Toward Greener Production by Integrating Computer Simulation”. Wiley-VCH, Weinheim, Germany.
- C Koulamas, S S Panwalkarb (2018) “New index priority rules for no-wait flow shops”. in Computers & Operations Research 115: 647-652.
- K D Sweeney, D C Sweeney, J F Campbell (2019) “The performance of priority dispatching rules in a complex job shop: A study on the Upper Mississippi River”. in International Journal of Production Economics 216: 154-172.
- J Heger, T Voß (2019) “Dynamic priority based dispatching of AGVs in flexible job shops”. in Procedia CIRP 79: 445-449.
