 Short Communication
Short CommunicationShort Communication
The titanium has been a part of the group of materials used in
areas where excellent corrosion resistance and high strength are
required. Due to its outstanding properties it is used in medicine,
mainly thanks to biocompatibility and corrosion resistance in the
environment of body fluids. It is used to make implants, stents and
prostheses. Nevertheless, the titanium main disadvantage, apart
from high manufacturing costs, is its relatively low wear resistance.
The titanium metal matrix composites (TMMCs) are increasingly
used to eliminate this disadvantage. Hard ceramic reinforcement
phases in the form of fiber or powders, e.g. SiC, TiC, Al2O3, TiB2sub>, are
often added to the metallic titanium matrix for this purpose [1-7].
The preliminary studies of titanium composites reinforced with
nanocrystalline powders from (Ti,Mo)C/C system are presented by
this paper.
The powders were sintered using an SPS-type furnace
(U-FAST, GeniCore, Poland). Recent years have showed significant
developments in the methods of sintering by activated electric field.
These methods allow to perform the sintering process in a very
short period of time from a few to several minutes, thus reducing
the unfavorable grain growth in the consolidated material. In
these techniques the sintering process is performed at a uniaxial
pressure. U-FAST (Upgraded Field Assisted Sintering Technology)
having a characteristic method of powder heating. The innovative
solutions open the perspective for sintering of the new materials
and has unique characteristics. Pulse power modular supplies offer
the shortest impulse duration, less than 1 ms. Together with the
higher power supply voltage (14 V), they make this technology
effective, energy-saving and dedicated to the consolidation of
nanocrystalline materials [8,9].
Experimental
As starting matrix material, the one type of cp-Ti powder (grade
1), with a spherical shape and its average particle size around 100
μm from SLM Solutions GmbH, was employed. As a reinforcements
two type of nanoparticles were used: (Ti,Mo)C with an average
crystallite size of 25 nm and (Ti,Mo)C/C carbides embedded in
carbon network with an average crystallite size of 12 nm and ca
40 wt.% elemental carbon. Before the sintering titanium with
reinforcing carbides phase was milled during 12h, in order to obtain
a uniform mixing of powders. Sintering processes were conducted
in high vacuum (10-5 mbar). Powder mixtures were placed into
cylindrical graphite die with inner diameter of 20 mm.
The pulse sequence was set to 1:1 (tON:tOFF). The temperature
was monitored by an axial and a side optical pyrometer. Samples
were heated to the desired temperatures with the ramp of 400°C/
min. Sintering temperature was 1050°C and 1150°C with 2 min
and 24 min of dwell time, respectively. In all cases, the U-FAST was
performer under uniaxial mechanical pressure of 50 MPa, applied
during the whole sintering process, including heating ramps and
cooling. The density was determined by hydrostatic method after
ultrasonic cleaning and vacuum drying. The microhardness was
measured by Vickers method under load 100 g. Potentiodynamic
polarization measurements were carried out on the Atlas-Sollich
9833 potentiostat in a three-electrode system. The parameters
of the test were as follows: a scan rate of 0.01 V/s at a potential initiated at -1.2 V to +2.0 V. The calomel (reference) and graphite
(auxiliary) electrodes were used. The analysis of the results has
been carried out by means of the AtlasLab software. Pure titanium
(cp-Ti) and Ti-6Al-4V alloy were used as reference samples.
Results
The sintering processes of titanium materials with the addition of titanium strengthening phases (Ti,Mo)C and (Ti,Mo)C/C were carried out. The materials were sintered at 1050oC, which allowed to obtain a density of samples corresponding to theoretical values. In the case of addition 20% (Ti,Mo)C/C the minimum temperature to achieve total compaction was 1150oC with dwell time 24 min. The density after sintering at 1050oC was 3.86 g/cm3, thus not been studied. The obtained values are summarized in Table 1. Vickers hardness measurements made at different locations on the surface of each samples are summarized in Figure 1. The samples were polished to a mirror finish before the hardness measurement. The measured hardness was observed to be near uniform throughout each sintered sample, indicating uniform densification (Figure 1). Based on images from an optical microscope (OM), the microstructure of the tested materials was determined.

Table 1: Density of titanium-based materials.
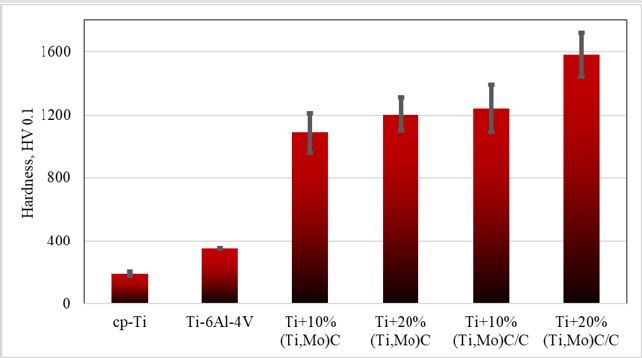
Figure 1: Microhardness measurements of manufactured materials.
Pictures are shown in Figure 2. In the case of pure titanium, a typical needle (dendritic) structure is visible (Figure 2a). For the Ti-6Al-4V alloy (Figure 2b), the bi-modal microstructure of titanium α and β is observe. The lighter fields are the α phase, while the darker fields are the Widmanstätten phase. Figures 2c-f show the microstructure of composites with a strengthening phase. The greater addition of this phase has a positive effect on the homogeneity of the material, which is confirmed by measurements of both density and hardness. Smaller amounts of matrix are visible in the case of (Ti,Mo)C/C type of carbides, due to the reaction of free carbon with the titanium matrix. This is especially visible in the case of 20% (Ti,Mo)C/C (Figures 2 & 3) (Table 2). For selected materials tested corrosion. Polarizing curves for titanium and titanium composites are shown in Figure 3. Corrosion tests were carried out in Ringer’s solution, an electrolyte with a composition similar to extracellular fluid, simulating body fluids. Corrosion parameters of sintered materials are shown in Table 2.

Table 2: Corrosion parameters of sintered materials- Ringer solution.
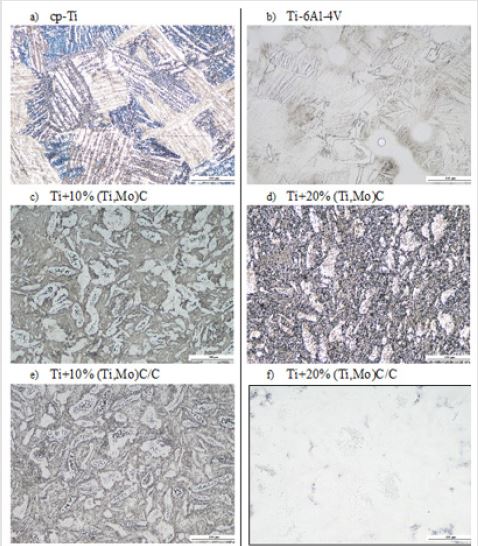
Figure 2: The microstructure of sintered materials. The scale shown in the images is 100 microns.
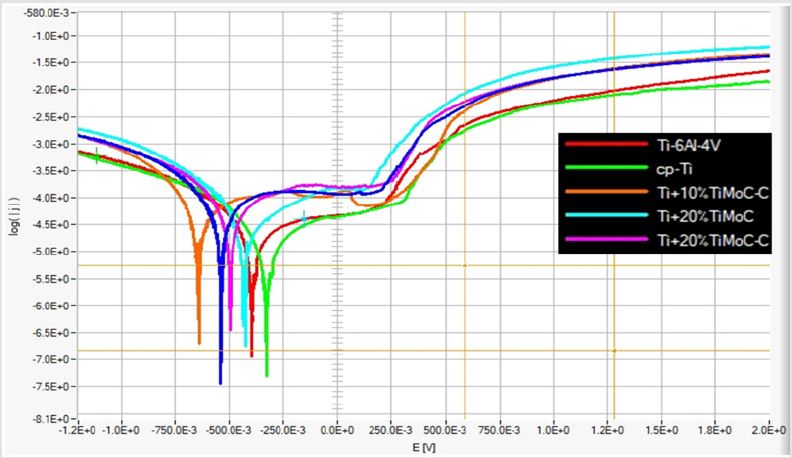
Figure 3: Polarization curves of titanium and titanium-based materials in Ringer’s solution.
In case of pure Ti sample immersed in artificial saliva solution, corrosion potential was at the level of -0.328 V and corrosion current density reached 2.1·10-6 A∙cm-2, and in the case of Ti-6Al-4V alloy corrosion potential was at the level of -0.392 V and corrosion current density reached 2.3∙10-6 A∙cm-2 Corrosion results shows that the composites generally displayed similar polarization curves and passivity characteristics. However, the corrosion potentials (Ecorr) of the composites were clearly distinct and occurred in the ranges of -0.498 to -0.643 V. Analysis of the results of corrosion tests showed that the corrosion potential (Ecorr) and the density of corrosive current (Icorr) of composites show a constant tendency to change the value with the increase of the mass fraction of the reinforcement phase. When titanium composites were immersed in Ringer’s solution, the corrosion potential generally shifts to lower values towards cathodic region. Also, corrosion current increased with increasing reinforcing phase content.
Summary
Powder contaminations are an obstacle to mass transport
processes during the sintering. U-FAST technology allows better
control over diffusion processes. Spark discharges generated
during sintering remove adsorbed gases and oxides from the
surface of particles, facilitating the formation of active contacts
between sintered powder particles. This affects the lower sintering
temperature and a shorter heating time. This work has already
produced perfectly concentrated (100% of theoretical density)
titanium material, a popular alloy as well as titanium composite
materials at 1050oC by 2 min. Together with the applied load,
it results in rearrangement of powder particles and obtaining a
homogeneous sintered microstructure.
The use of 20 wt.% (Ti,Mo)C additive in U-FAST sintering
technology allowed to obtain materials with the HV hardness
1203±108, even up to 600% compared to pure titanium. In the case
of 20 wt.% of the (Ti,Mo)C/C additive, the material has a hardness of
1581±138 HV, which is over 800% higher than hardness of the pure
titanium. Corrosion properties of titanium composites similar to
reference cp-Ti and Ti-6Al-4V were obtained. The article shows that
U-FAST technology is useful for the production of titanium-based
biomaterials. Further optimization of the powders preparation and
sintering processes will contribute to the manufacturing materials
with even more favorable parameters.
References
- C Poletti, M Balog, T Schubert, V Liedtke, C Edtmaier (2008) Production of titanium matrix composites reinforced with SiC particles. Compos Sci Technol 68(9): 2171-2177.
- DE Alman, JA Hawk (1999) The abrasive wear of sintered titanium matrix–ceramic particle reinforced composites. Wear 225-229(1): 629-639.
- HO Gülsoy, V Gunay, T Baykara (2015) Influence of TiC, TiN and TiC(N) additions on sintering and mechanical properties of injection moulded titanium-based metal matrix composites. Powder Metall 58(1): 30-35.
- AAM da Silva, A Meyer, JF dos Santos, CEF Kwietniewski, TR Strohaecker (2004) Mechanical and metallurgical properties of friction-welded TiC particulate reinforced Ti-6Al-4V. Compos Sci Technol 64(10-11): 1495-1501.
- D Gu, YC Hagedorn, W Meiners, K Wissenbach, R Poprawe (2011) Nanocrystalline TiC reinforced Ti matrix bulk-form nanocomposites by Selective Laser Melting (SLM): Densification, growth mechanism and wear behavior. Compos Sci Technol 71(13): 1612-1620.
- P Figiel, D Garbiec, A Biedunkiewicz, W Biedunkiewicz, P Kochmański, et al. (2018) Microstructural, Corrosion and Abrasive Characteristics of Titanium Matrix Composites. Arch Metall Mater 63(4): 2051-2059.
- Z Wang, H Zhang, C Guo, W Liu, Z Yang, et al. (2016) J Mater Sci 51(10): 4996-5007.
- K Jach, M Rosiński (2018) Ceramic Materials 70(4): 293-300.
- GeniCore
