 Review Article
Review ArticleAbstract
Raw material selection is very important in industrial production, and technical,
environmentally sustainable and economic criteria must be taken into account. This
paper explores the decision-making problem during sustainable raw material selection
for effective production. The decision regarding which different raw materials should be
used can be based on easy or mathematically applied linear techniques, which consider
renewable resources, lower fossil fuel consumption, and reuse of waste, bio-based,
and sustainable materials. Decisions made during product production selection are
affected by environmental and sustainable lower energy consumption considerations.
The proposed technique can reduce municipal solid wastes and the usage of fossil fuels
within chemical industrial processes by using linear equations, which are based on
the conversion of product production. The proposed technique would be based on the
selection between different raw materials and could provide improvements in:
a. Finding the optimal production condition for different products from different
raw materials by using the Aspen Plus simulator
b. Determining product production from basic components by assessing the linear
dependency between them. The slope of lines presents the conversion of product
production from basic components of different raw materials
c. Selecting the factors in raw material flow rate for different product production
by using some basic non-mathematical or mathematical Nonlinear Programming
(NLP) and Mixed Integer Nonlinear (MINLP) algorithms. This technique was tested
on an existing methanol process that allows selection between different sustainable
raw materials for effective methanol-only or methanol and DME production,
generating an additional profit of 5.75 or 5.94MEUR/a.
Keywords: Raw Materials; Mathematical Model; Retrofit
Abbreviations: NLP: Nonlinear Programming, MINLP: Mixed Integer Nonlinear, MSW: Municipal Solid Waste, WTE: Waste- To Energy, RES: Renewable Energy Sources
Introduction
There is currently a global trend toward selecting raw materials based on sustainable waste criteria and developing sustainable, low energy consumption production. Municipal Solid Waste (MSW) contributes to environmental problems, yet it is a potential energy source for energy recovery [1]. With proper waste handling and management practice, MSW treatment can reduce environmental impact and replace some part of primary energy currently supplied by fossil fuels [2]. This utilisation of MSW for Waste-To Energy (WTE) acts as one potential solution for modern MSW management and reduction problems. Proper Municipal Solid Waste (MSW) management ensures environmental, economic and social sustainability [3]. MSW processing reduces the volume size of MSW, which in turn, extends the lifetime of dump sites. MSW processing can reduce adverse environmental impacts through net reduction in greenhouse gas emissions and material recovery from process residues [4].
Biomass is one of the key Renewable Energy Sources (RES) available for the replacement of traditional fossil fuels, and consequently the reduction of CO2 emissions [5]. It is a versatile energy source from which heat, electricity and liquid biofuels can be generated. However, increasing the utilisation of biomass within the supply chain has the unfortunate effect of increasing the complexity of the supply chain as a result of the distributed nature of the energy source. Hydrogen has great potential as a fuel in the future. This is because of its clean combustion without generating greenhouse gases and CO2. It is inevitable that CO2 is produced during the production of hydrogen, but with CO2 capture technology, it is a clean fuel. Furthermore, the advantage of using hydrogen is increased when it is produced from renewable sources. Hydrogen can be produced directly from such biomass sources as wood [6] or molasses [7], or by directly using electric energy generated from solar or wind sources [8]. Wan Alwi and Abd Manan [9] proposed a simultaneous Process Integration strategy for energy targeting, placement of utilities with flue gas, and design of heat recovery networks.
Pan et al. [10] presented new insights into heat transfer intensified technologies for Heat Exchanger Network retrofits. Their paper reports on a method to improve heat recovery during Heat Exchanger Network retrofits using heat transfer intensification, while accounting for pressure drop constraints and fouling mitigation. Oluleye et al. [11] developed a methodology to identify the potential for waste heat recovery in process sites. They consider the temperature and quantity of waste heat sources from site processes and the site utility system. Sun et al. [12] demonstrated the complexity of costing steam for complex utility systems. It shows that true steam cost can only be evaluated by an optimisation model of the whole utility system. Process Integration analysis can be extended with some economic-environmental implications for an innovative environmentally friendly recovery and pre-treatment process [13]. Pan et al. [14] presented new insight into the application of energy efficient technologies in retrofitting natural gas combined cycle power plants with CO2 capture unit.
They proposed optimal retrofitting strategies to minimise the efficiency penalty caused by integrating carbon capture units into the power plant Bassani et al. [15] described a multi-scale, multi-phase and multi-component coal gasification system using detailed kinetic mechanisms for coal pyrolysis, char heterogeneous reactions and successive gas-phase reactions of the novel Acid Gas to Syngas (AG2S™) technology. This technology allows for reductions in the environmental impact of coal uses and improves the yield of coal gasification via reduction potential of H2S with CO2 molecule. Budzianowski et al. [16] presented a Total Chain Integration of sustainable biorefinery systems with special attention to state-of-art software tools for biorefinery integration. Kostevšek et al. [17] presented the concept of an ecosystem model that could be used as a tool for developing sustainable municipal energy systems.
Their ecosystem model combines analysis, optimisation and simulation of energy systems. Zeng et al. [18] performed steady state integrated natural gas and electric power system with bi-directional energy conversion. Klemeš et al. [19] made further advances in the field by adding targets for power cogeneration, including the Total Site concept, which has been used in various industrial implementations. Li et al. [20] improved the Pinch Analysis based retrofit methodology to minimise energy consumption at the expense of a low capital investment. Varbanov et al. [21] extended the method for cases that the Network Pinch approach has difficulty solving. Wang et al. [22] introduced a new HEN retrofit methodology using Network Pinch Analysis with heat transfer enhancement technology. Wan Alwi et al. [23] presented the graphical power pinch approach in Process Integration to determine the minimum electricity targets for systems comprising hybrid renewable energy sources. Rozali et al. [24] proposed two numerical techniques: power cascade analysis, and storage cascade table, to determine the minimum target for outsourced electricity. In the present study, an applied linear technique is developed to investigate the feasibility of usage of municipal solid waste, sustainable and lower fossil-content raw materials.
Applied Linear Technique
In a world with limited resources and serious environmental damage, it is obvious that more sustainable raw materials should be used for more effective product production. We must use materials that reduce environmental pollution, recycle waste and choose cleaner production processes. Fossil raw materials should be replaced by sustainable alternative raw materials such as biogas, waste wood, and municipal solid waste. Thermal conversion of Municipal Solid Waste (MSW) uses heat energy to reduce the volume of MSW and generate biofuels such as syngas, char and bio-oil. Typical thermal conversion technologies include incineration, pyrolysis and gasification.
Biochemical conversion of MSW uses enzymes and micro-organisms to break down organics for biogas production and to produce value-added products. Biochemical conversion processes include anaerobic digestion, fermentation and composting. The applied linear technique is a thermodynamic method for evaluating different raw materials for different product production. Fossil raw materials can be replaced with sustainable alternatives such as biogas, waste wood, and municipal solid waste, following the determination of factors of raw material flow rate for different product production (fraw,prod) using optimal production conditions. The optimal production condition for different raw materials can be calculated before the ratio factors of raw material determination by using the Aspen Plus simulator. The selection of different raw materials can be based on easy nonmathematical or mathematical Nonlinear Programming (NLP) and Mixed Integer Nonlinear (MINLP) Algorithms (Figure1).
(Figure 1) Applied linear techniques determine the production of products from basic components by calculating the linear dependency between them. The slope of lines represents the conversions of product production from basic components of different raw materials (Figures 1 & 2). The conversion of a specific product is equal to the specific basic component of different raw materials. The different product conversions can be determined by using reaction kinetics. Different product productions are presented with equations depending on the basic components from raw materials. This technique can be used to analyse the effectiveness of products and by-products production. Applied linear techniques is appropriate for retrofit. (Figure 2) The product molar flow rates (Fprod,comp,raw) can be determined by using a linear function, depending on the basic component of raw material molar flow rates (Fcomp,raw, prod) and the factors of raw materials for different product production (fraw, prod; Eq. 1). kprod,comp,raw presents the slope of lines, which is the same as the conversion of specific product production from specific basic components of different raw materials, calculating from reaction kinetics:
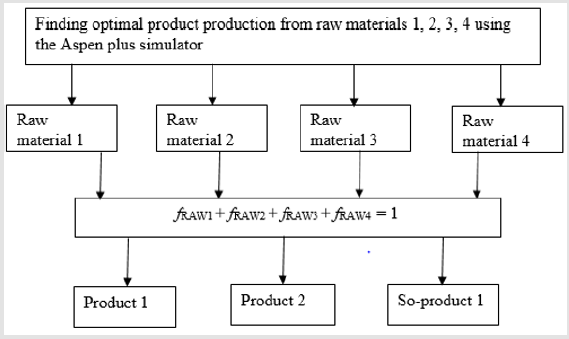
Figure 1: Diagram of applied linear technique.
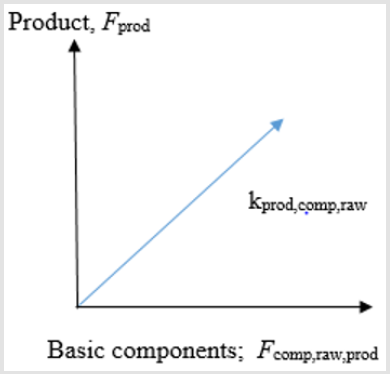
Figure 2: Diagram of dependence between product and basic components.
Fprod,comp,raw = kprod,comp,raw × Fcomp,raw, prod × fraw, prod(1)
Where subscript prod presents all product production (prod = 1 …Nprod)
Where subscript comp represents all basic components of raw materials (comp = 1 …Ncomp)
Where subscript raw represents all different raw materials (raw = 1 …Nraw)
The basic components can be arranged for 1 mol during reaction. The total basic component of different raw material molar flow rate (TFcomp) for all possible products production is:

The total specific product molar flow rate from different raw materials (TFprod) is:

The total specific product molar flow rate (TFprod) is limited with minimal and maximal operation capacity (OCprod,min, OCprod,max; Eq.4). The basic components of raw material molar flow rates for different product production (Fcomp,raw,prod) are limited by available minimal and maximal raw materials (RMcomp,raw,min, RMcomp.raw,max, Eq. 5):

The basic components of raw material molar flow rates for different product production (Fcomp,raw, prod) can be calculated using the raw material molar flow rates (Fraw) and their conversion (Xcomp,raw):

This model could be used to select possible different product production from different fractions of raw materials (fraw).

The total sum of factors for different raw materials (fraw) is equal to one:
The factors of different raw materials (fraw) is equal to the ratio between specific (Fraw) and total raw material molar flow rate (ΣFraw; raw = 1 …Nraw):

The objective function (OBF; Eqs. 10) is maximised for additional profit of the retrofit. The additional income accounting for additional product production depends on the price of products (Cprod). The additional cost includes the cost of raw materials and environmental impact (Craw), using 8000 operation hours (O) per year:

This technique can very quickly calculate the perspective of specific raw materials for different product production by using the perspective factor (pfraw, prod). A higher value of the perspective factor is more desirable. The perspective factor is the ratio between income and cost of each specific raw material for different product production:
Different raw materials for different products can be easily selected without mathematical algorithms by using the perspective factor. The selection solution is close to the optimum. Equations 1 to 11 can easily be used with or without mathematical Nonlinear Programming (NLP) algorithms. This model can select possible different product production from different fractions of raw materials. The additional Equations from 12 to 14 can be used for mixed integer nonlinear programming (MINLP; [25]) algorithms. The binary parameter, yprod, denotes the selection between the different product productions (Nptod; Eq. 12). This model can select one or more products from different fractions of different raw materials. The objective function (OBF; Eq. 10) of the MINLP model maximises the additional profit of the retrofit and is the same as equation 10.
Many constrained engineering and industrial optimisation
problems can be modelled as Mixed Integer Nonlinear Programming
(MINLP) problems [25]. The MINLP approach deals simultaneously
with both continuous and discrete (as binary) variables [25]. While
continuous variables are defined for the continuous optimisation
of parameters (molar flow rate-F), discrete 0–1 variable are used
to express discrete decisions, i.e. usually the existence (1) or nonexistence
(0) of structural elements within the defined structure. As
the discrete optimisations are carried out simultaneously, together
with continuous optimisation, the MINLP approach additionally
determines the optimal continuous parameters. The handling of
binary (yprod = 0,1; prod = 1…N
if y=1 → L≤x≤U, if y=0 → Lx=0,
which can be modelled using the constraint: Low⋅ y ≤ x ≤ Up⋅ y where Low is the lowest value and Up is the highest value of the parameters.
Case study
The applied linear technique is a very simple method that was tested without mathematical programming and NLP algorithms for existing methanol production (Chapter 3.3.1). Existing methanol production could be simply enlarged for 5% DME (dimethyl ether) production without modified process parameters, including additional separation within the first column (Chapter 3.3.2). For total replacement of methanol with DME production, the catalyst within the reactor would be changed (Chapter 3.2; this was not done).
Exsiting Methanol Production
The methanol process (Figure 3) is composed of three
subsystems [26]:
a) Production of synthesis gas
b) Production of crude methanol and
c) Purification of methanol (F301, D301-D304).
The raw material (natural gas) is first desulphurized (D101)
and then heated within a steam reformer (REA-1), where synthesis
gas is produced from the raw material (natural gas) and steam, at
825oC 15 bar:

The hot-stream of synthesis gas is cooled in an E107 boiler, within E109, E110, E111 heat-exchangers in an EA101 air-cooler, and in an E112 water-cooler. The condensate is expanded in flashes: F1, F2, F107, and F108. All the condensates are collected (K1- K5) during the process. The synthesis gas is compressed in G201I and G201II two-stage compressors. In the second subsystem, methanol is produced by the catalytic hydrogenation of carbon monoxide and/or carbon dioxide within a REA-2 reactor, using three main reactions:

The REA-2 high-pressure reactor is operated within the existing parameters, and the non-converted gas recycled. The inlet stream of the reactor is heated by a process stream (HEPR). Then, the stream is cooled using air (HEA) and water (HEW) coolers before entering the flash (SEP). The liquid stream during the separation is the product and the recycled gas stream is compressed to 51 bar in a new, two-stage compressor (COMP1, 2) with intermediate water cooling (HEW1). The purge gas is separated from the crude methanol in the F301 flash. Purification includes the distillation columns (D301−D304). All process units of the methanol production are simulated using Aspen Plus [27] and correspond very well with the real values , the deviations between 3 to 5% (Figure 3).
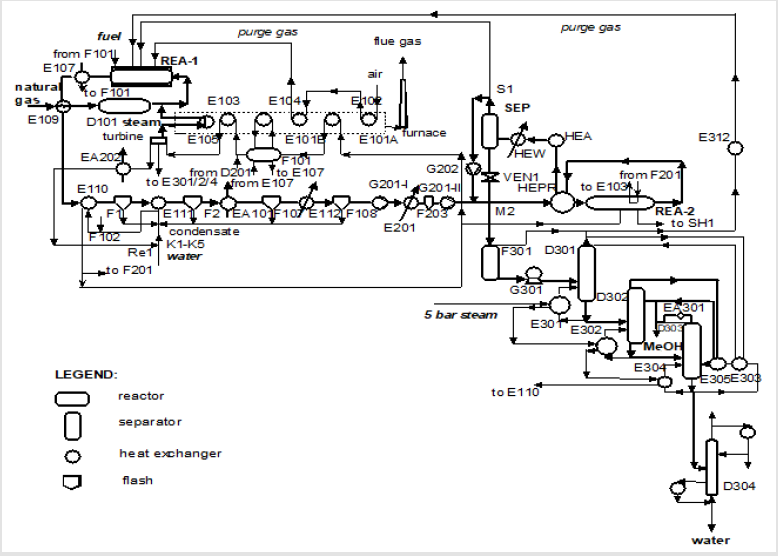
Figure 3: Process flow-diagram of a low-pressure methanol plant.
Indirect DME production
DME is produced via the catalytic dehydration of methanol over an amorphous alumina catalyst treated with 10.2% silica. A methanol conversion of about 80% is achieved within the reactor [28]. DME is produced by the following reaction:

The catalytic dehydration of pure, gaseous methanol is carried out in a fixed-bed reactor. The product is cooled over two stages and subsequently distilled to yield pure DME. Small amounts of DME are recovered from the off-gas in a scrubber, and re-cycled to the reactor. The non-reactive methanol is separated from the water in a second column, and also recycled.
Applied Linear Technique for Methanol Production
The applied linear technique is a very simple method that can
be solved without mathematical programming and with the NLP
algorithm during existing methanol production using equations 1
to 11.
Methanol can be produced from different raw materials that
can be chosen in the neighbourhood between (Table 1 & Figure 4):
a) Natural Gas (NG) (with minimal 1000kg/h available limit
because it produces much more hydrogen as a by-product by
using R1 and R2 reactions)
b) Biogas (BG) without available limit
c) pyrolyzed Waste Wood Limited (WW) to 3,000 kg/h
d) gasificated and reformed Municipal Solid Waste (MSW)
limited to 5,000 kg/h using the following reaction:

(Figure 4) The basic components of raw material molar flow rates (Fcomp,raw, prod) were CO and CO2 for methanol production. The simulated Fcomp,raw, prod are presented in Table 1, given by the Aspen plus simulator during optimal conditions of 900oC and 9 bar for 10,000 kg/h using different raw materials. (Table 1) During methanol production, the minimal and maximal limits of methanol capacity (OCMeOH,min, OCMeOH,max; Eq.4) were not used. The basic component flow rates for waste wood and MSW (FCO,WW,MeOH, FCO2,WW,MeOH, FCO,MSW,MeOH,) were limited with maximal flow rates (RMCO,WW,max; RMCO2,WW,max; RMCO,MSW,max; Eqs. 15˗17; Table 1). The basic component flow rates for natural gas (FCO,NG,MeOH, FCO2,NG,MeOH) were limited with minimal flow rates (RMCO,NG,min; RMCO2,NG,min; Eqs. 18˗19; Table 1):
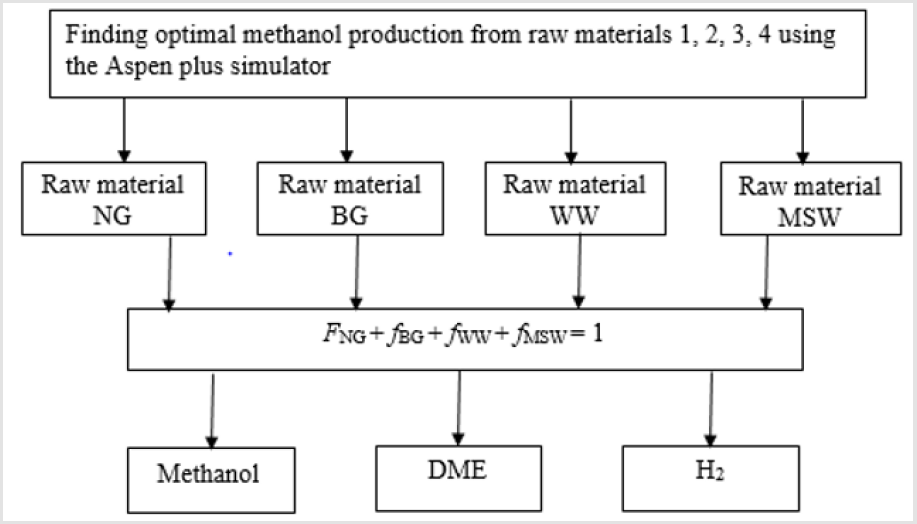
Figure 4: Diagram of applied linear technique for existing methanol production.

Table 1: Parameters of raw materials.
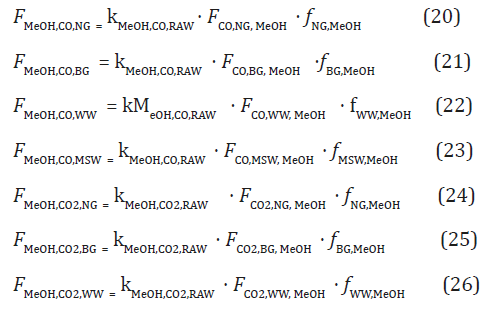
The methanol molar flow rates (FMeOH,comp,raw) can be determined by using a linear function, depending on the basic components of raw material molar flow rates (Fcomp,raw,MeOH) and the factors of raw materials (fraw,MeOH; using Eq. 1). kMeOH,CO,RAW for methanol production from CO was 65% using all raw materials (Figure 5a). kMeOH,CO2,RAW for methanol production from CO2 was 30% using all raw materials (Figure 5b):
(Figure 5) The total sum of factors for different raw materials in methanol production (fraw,Meoh; using Eq.8) was equal to one:

Figure 5: Diagram of dependence between methanol and basic components: CO and CO2.

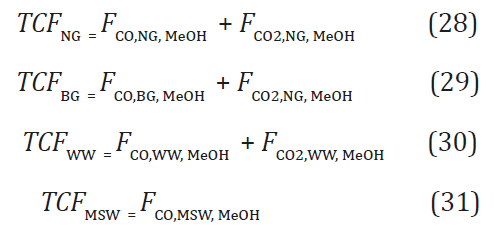
The sum of all basic components (comp=CO,CO2) for different raw material molar flow rate in methanol production (TCFraw) was:
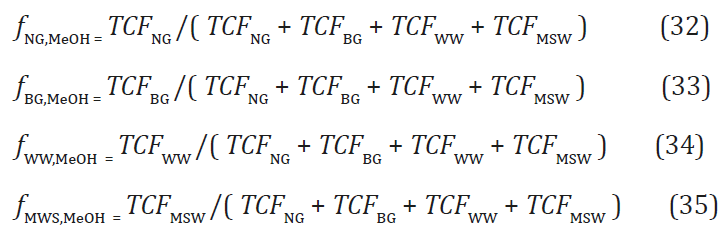
The factors of different raw materials for methanol production (fraw,MeOH) was equal to the ratio between specific (TCFraw) and total raw material molar flow rate (ΣTCFraw; raw = 1 …Nraw; using Eq. 9):
The total methanol product molar flow rate of different raw materials (TFMeOH; using Eq. 3) was:

The objective function (OBF; using Eqs. 10) was maximised for the additional profit of the retrofit. The additional income accounting for additional product production depends on the price of methanol products (CMeOH =4EUR/kmol). The additional cost includes the cost of raw materials and environmental impact (Craw, Table 1) by using of 8000 operation hours (O) per year:

The optimal factors of raw materials for methanol production were fNG:fBG:fWW:fMSW = 0.1:0.1:0.3:0.5. The optimal selection depended on maximal and minimal available flow rates. The total methanol flow rate (TFMeOH, Eq. 36) was 293 kmol/h. The total by-product production of hydrogen was 562 kmol/h, which was not included in the objective function. This technique can be very quickly calculated for specific raw materials for methanol production by using the perspective factor (pfraw,MeOH; by using Eq. 11). The perspective factor was the ratio between income and cost for each specific raw material of methanol production:
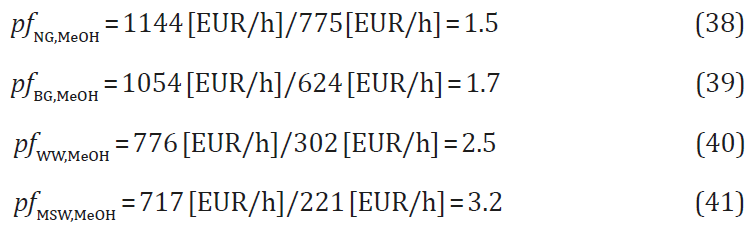
The most promising raw material was municipal solid waste. The different raw materials for methanol production can be easily selected without mathematical algorithms by using the perspective factor. The selection solution was close to the optimum.
Applied Linear Technique for Methanol and DME Production
The applied linear technique is a very simple method for calculating, without mathematical programming and with the NLP algorithm, the requirements of existing methanol and DME (dimethyl ether) production. During existing methanol production, DME could be simply produced at a rate of up to 5% using the following reaction:

In this case, the same raw materials (Table 1) were used as for methanol production. The mathematical model was very similar to that for methanol production, using Eqs. 15˗26 and including the additional equations for DME production, Eqs. 42˗61. The basic component of raw material molar flow rates (FCO,raw, DME) was CO for DME production under optimal conditions of 900oC and 9 bar.
During DME production, (TFDME) was used as the maximal limit of DME capacity (OCDME,max=14.6 kmol/h):
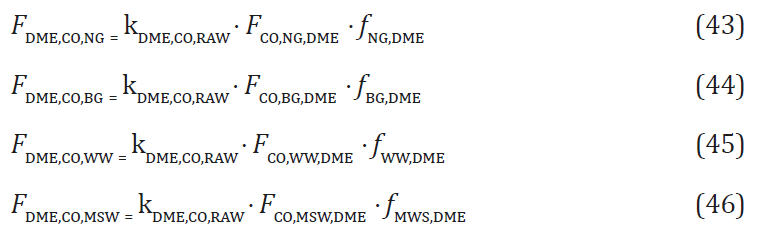
The DME molar flow rates (FDME,comp,raw) can be determined by using the linear function, depending on the basic component of raw material molar flow rates (Fcomp,raw,DME) and the factor of raw materials (fraw,DME). kDME,CO,RAW for DME production from CO was 5% using all raw materials:

The total sum of factors for different raw materials using methanol (fraw,Meoh) and DME production (fraw,DME) was equal to one:
The factors for different raw materials using methanol (fraw,Meoh) and DME production (fraw,DME) were:

The sum of all basic components (comp=CO, CO2) for different raw material molar flow rate using methanol and DME production (TCFraw) was:

The factors of different raw materials for methanol and DME production (fraw,prod) were equal to the ratio between specific (TCFraw) and total raw material molar flow rate (ΣTCFraw; raw = 1 …Nraw):
The total methanol product molar flow rate from different raw materials (TFMeOH) can be calculated using Eq. 36, and for DME was:
The objective function (OBF; using Eqs. 10) was maximised for the additional profit of the retrofit. The additional income accounting for additional product production depends on the price of methanol and DME products (CMeOH =4EUR/kmol; CDME =5.5EUR/ kmol). The additional cost includes the cost of raw materials and environmental impact (Craw, Table 1), using 8000 operation hours (O) per year:

The optimal factors of raw materials for methanol and DME productions were fNG:fBG:fWW:fMSW = 0.1:0.1:0.3:0.5, the same as for only methanol production. The optimal selection was dependent on maximal and minimal available flow rates. The total methanol flow rate (TFMeOH, Eq. 36) was 278.4kmol/h. The total DME flow rate (TFMeOH, Eq. 60) was 14.6kmol/h. The total by-product production of hydrogen was 576kmol/h, which was not included in the objective function.
Conclusion
The re-usage of waste raw materials can have positive effects on the amount of resources, waste and pollutants generated within industries. Selecting sustainable raw materials including renewable resources, reuse of waste, bio-based, and municipal solid wastes plays an important economic and environmental role.
The applied linear technique is a simple method for selecting between different raw materials for different product production by using basic easy non-mathematical or mathematical Nonlinear Programming (NLP) and Mixed Integer Nonlinear (MINLP) algorithms. The primary benefit of this technique is that it allows the selection of sustainable raw materials for optimal production conditions of different products by using the Aspen Plus simulator. The applied linear technique measures product production from basic components by using a linear dependency between them. The slope of lines presents the conversion of product production from basic components of different raw materials.
Modifying existing methanol processes allows for 5.76MEUR/a higher additional profit by finding improved ratio factors of raw materials: fNG:fBG:fWW:fMSW = 0.1:0.1:0.3:0.5. The total methanol flow rate was 293kmol/h. Modifying existing methanol and DME production processes allows for 5.94MEUR/a higher additional profit by finding improved ratio factors of raw materials: fNG:fBG:fWW:fMSW = 0.1:0.1:0.3:0.5, which was the same as in methanolonly production. The total methanol and DME were 278.4kmol/h and 14.6kmol/h. The most promising raw material was municipal solid waste, which provides a higher perspective factor. Different raw materials for methanol production can easily be selected without mathematical algorithms by using the perspective factor. The selection solution obtained was close to the optimum.
References
- Tabasová, Kropáč J, Kermes V, Nemet A, Stehlík P (2012) Waste-to-energy technologies: impact on environment. Energy 44: 146-155.
- Fodor Z, Klemeš JJ (2012) Waste as alternative fuel-minimising emissions and effluents by advanced design. Process Saf Environ Prot 90: 263-284.
- Johari A, Ahmed SI, Hashim H, Alkali H, Ramli M (2012) Economic and environmental benefits of landfill gas from municipal solid waste in Malaysia. Renew Sust Energy Rev 16: 2907-2912.
- Sakawi Z (2011) Municipal solid waste management in Malaysia: solution for sustainable waste management. J Appl Sci Environ Sanit 6: 29-38.
- Lund H (2007) Renewable energy strategies for sustainable development. Energy 32: 912-919.
- Iribarren D, Susmozas A, Petrakopoulou F, Dufour J (2014) Environmental and exergetic evaluation of hydrogen production via lignocellulosic biomass gasification. J Clean Prod 69: 165-175.
- Urbaniec K, Grabarczyk R (2014) Hydrogen production from sugar beet molasses a techno-economic study. J Clean Prod 65: 324-329.
- Bhandari R, Trudewind CA, Zapp P (2014) Life cycle assessment of hydrogen production via electrolysis: a review. J Clean Prod 85: 151-163.
- Wan Alwi SR, Manan ZA (2016) Simultaneous energy targeting, placement of utilities with flue gas, and design of heat recovery networks. Appl Energy 161: 605-610.
- Pan M, Bulatov I, Smith R (2016) Improving heat recovery in retrofitting heat exchanger networks with heat transfer intensification, pressure drop constraint and fouling mitigation. Appl Energy 161: 611-626.
- Oluleye G, Jobson M, Smith R, Perry PJ (2016) Evaluating the potential of process sites for waste heat recovery. Appl Energy 161: 627-646.
- Sun L, Doyle S, Smith R (2016) Understanding steam costs for energy conservation projects. Appl Energy 161: 647-655.
- Porzio GF, Colla V, Fornai B, Vannucci M, Larsson M (2016) Integration analysis and some economic-environmental implications for an innovative environmentally friendly recovery and pre-treatment of steel scrap. Appl Energy 16: 656-672.
- Pan M, Aziz F, Li B, Perry S, Zhang N, et al. (2016) Application of optimal design methodologies in retrofitting natural gas combined cycle power plants with CO2 Appl Energy 161: 695-706.
- Bassani A, Pirola C, Maggio E, Pettinau A, Frau C, et al. (2016) Acid gas to syngas (AG2S™) technology applied to solid fuel gasification: cutting H2S and CO2 emissions by improving syngas production. Appl Energy 184: 1284-1291.
- Budzianowski WM, Postawa K (2016) Total chain integration of sustainable biorefinery systems. Appl Energy 184: 1432-1446.
- Kostevšek A, Klemeš JJ, Varbanov PS, Papa G, Petek J (2016) The concept of an ecosystem model to support the transformation to sustainable energy systems. Appl Energy 184: 1460-1469.
- Zeng Q, Fang J, Li J, Chen Z (2016) Steady-state analysis of the integrated natural gas and electric power system with bi-directional energy conversion. Appl Energy 184: 1483-1492.
- Klemeš J, Dhole VR, Raissi K, Perry SJ, Puigjaner L (1997) Targeting and design methodology for reduction of fuel, power and CO2 on total Sites. Applied Thermal Engineering 17(8-10): 993-1003.
- BH Li, Chang CT (2010) Retrofitting heat exchanger networks based on simple pinch analysis. Ind Eng Chem Res 49(8): 3967-3971.
- Varbanov PS, Klemeš JJ (2011) Integration and management of renewables into Total Sites with variable supply and demand. Comput Chem Eng 35(9): 1815-1826.
- Wang Y, Pan M, Bulatov I, Smith R, Kim JK (2012) Application of intensified heat transfer for the retrofit of heat exchanger network. Appl Energy 89(1): 45-59.
- Wan Alwi SR, Mohammad Rozali NE, Abdul Manan Z, Klemeš JJ (2012) A process integration targeting method for hybrid power systems. Energy 44: 6-10.
- Mohammad Rozali NE, Alwi SRW, Manan ZA, Klemeš JJ, Hassan MY (2013) A Process integration techniques for optimal design of hybrid power systems. Appl Therm Eng 61: 26-35.
- Biegler LT, Grossmann IE, Westerberg AW (1997) Systematic methods of chemical process design. Prentice Hall, Upper Saddle River. New Jersey, USA, pp. 1-408.
- McKetta JJ, Cunningham WA (1985) Encyclopedia of chemical processing and design Marcel Dekker. New York, USA, 29: 418-474.
- Aspen Technology (2002) ASPEN PLUS User Manual Release 11.1, Aspen Technology Inc, Cambridge. MA 02139, USA.
- Nasehi SM, Eslamlueyan R, Jahanmiri A (2006) Simulation of DME reactor from methanol, Proceedings of the 11th Chemical Engineering Conference Kish Island, Iran.
